УЗ сварка металлов
Принцип ультразвуковой сварки металлов
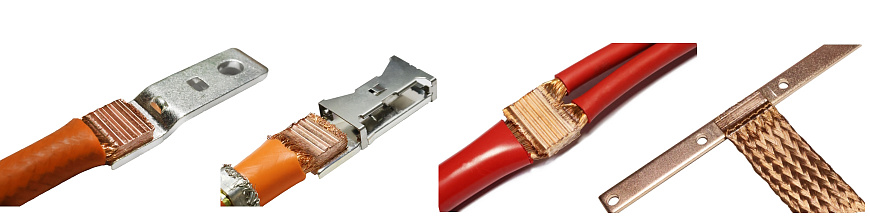
Ультразвуковая сварка металла — это быстрый, чистый и экономичный способ сварки цветных металлов. Процесс ультразвуковой сварки — это процесс сварки холодным давлением без нагрева и трением, в котором используется энергия, генерируемая высокочастотной механической вибрацией. Механическая вибрация сварочной головы, сваривающая металл ультразвуком, параллельна поверхности заготовки, статическое давление во время сварки прикладывается вертикально. Когда сила сдвига превышает предел эластичности металла, детали контактных поверхностей заготовки начинают скользить, эта сила сдвига в процессе сварки с десятками тысяч колебаний в секунду, постоянно меняя направление, разрушает и удаляет все масляные и оксидные загрязнения с поверхности металла. При продолжении высокочастотной вибрации площадь контакта чистого металла продолжает расширяться до всей зоны сварки. В то же время на контактной поверхности происходит атомарная диффузия, а при перекристаллизации металла образуется мелкозернистая структура, обладающая характеристиками холодной деформации металла.
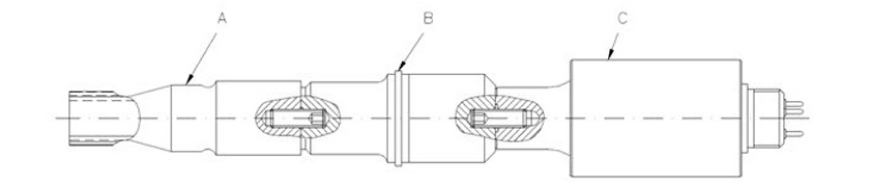
Колебательная система ультразвукового сварочного оборудования состоит из трех компонентов: преобразователя (С), усилителя (В) и волновода (А). Преобразователь преобразует высокочастотное напряжение в механические колебания с помощью пьезоэлементов. Усилитель передает механические колебания. Механические колебания от преобразователя могут быть либо усилены, либо уменьшены с помощью усилителя, так что амплитуда волновода оптимизируется для его последующего использования. Волновод является важным элементом; он передает высокочастотные колебания на свариваемый элемент. Для передачи колебаний волновод имеет профиль в точке контакта с поверхностью детали, который может быть выполнен в зависимости от поставленной задачи сварки. В зависимости от области применения генераторные системы настраиваются на разные частоты. Наиболее распространенными частотами являются 20 кГц, 35 и 40 кГц. Правило здесь таково, что с увеличением частоты размер колебательной системы и максимальная передаваемая сварочная мощность для соединения компонентов уменьшаются.
преимущества Ультразвуковой сварки металлов
- Свариваемые материалы не расплавляются и не изменяют свойства металла;
- Отличная электропроводимость после сварки, коэффициент сопротивления почти нулевой;
- Низкие требования к поверхности свариваемого материала, окислы и смазка удаляются в процессе;
- Короткое время сварки, отсутствие флюсов, газов, припоев;
- Автоматизированное управление;
- Сварка без искр, защита окружающей среды и безопасность.





не нашли нужное вам изделие?
